А теперь от теории перейдем к практике. Задача самая, что ни на есть жизненная: замена износившегося поршня.
Прежде всего, оговорюсь сразу: то, как делать "по книжке", мы опускаем и пропускаем. В самом деле, лучше верить в Деда Мороза или в то, что детей приносят различные птицы, чем в то, что продаваемые поршня соответствуют нанесенной на них маркировке. И то, и другое неверно, но первое, по крайней мере, не испортит двигатель вашего мотоцикла. Давайте еще усложним задачу, придвинув ее вплотную к широким массам начинающих мотоциклистов. Будем считать, что из всего измерительного инструмента у нас есть только штангенциркуль, да и то не поверенный. К тому же, это в большинстве случаев так и есть. И уверяю вас, что даже в таком случае правильно подобрать поршень по силам практически каждому. Итак, читайте и запоминайте!
Первый из вопросов, которые возникают при покупке, как отличить "настоящий" поршень от "левого". Обратимся к технологии их изготовления. Самая оптимальная (с точки зрения точности и качества изготовления поршня) технология - кокильное литье. Особенность ее - применение высокоточной формы - керамического кокиля. Сам же кокиль изготавливается со специальной модели. И только модель изготавливается по чертежам. Кстати, и это не всегда так. На пермском предприятии "Авиадвигатель" модель является первичной, а чертежи - вторичными, для отчетности. Кстати, в том же холдинге по той же технологии изготавливают и поршни. И эта технология является общепринятой. Причем для алюминиевых сплавов применяется литье под давлением. Это позволяет избавиться от раковин, каверн и пузырьков воздуха и добиться полного заполнения формы. В итоге поршень получается сразу необходимой формы. Остается лишь проточить канавки под поршни, просверлить отверстия и установить стопоры, а также обработать посадочные места под палец.
Однако не все так хорошо. Кокиль является одноразовой формой. Он как скорлупа, которую отколупывает от новорожденного поршня. А раз он одноразовый, то это значительно удорожает производство. И еще. Изготовление точного кокиля - задача нетривиальная, в гараже или мастерской его не сделать. Поэтому есть вторая технология. В основе ее - то же литье, но в многоразовую форму или "примерный" кокиль. Внутренняя поверхность поршня при этом получается тоже готовой к работе, а наружная протачивается на токарном станке. Теоретически подобным образом можно получить ничуть не худший поршень, причем, не прибегая к особо точному и высокотехнологическому оборудованию. Конусность получить довольно легко, а эллиптичность получается за счет установки распорки на место пальца. Когда распорка убирается после обработки на станке, получается необходимая форма поршня.
Я не утверждаю, что нет других технологий. Они есть, это, несомненно (вспомните ходя бы про "кованые" поршни), но эти - основные. А теперь самое основное, что надо знать: кокильное литье применяется только на крупных предприятиях, а токарная обработка доступна практически всем. Отсюда вывод: среди точеных поршней шанс поймать "левый" поршень выше на порядок, а то и на два. Для тех, кто не испугался, поясню: на порядок - это значит в 10 раз. Кому все равно не страшно, добавлю: практически все поршни для "ИЖей" точеные, за исключением поршней советской выделки. Еще не страшно? Тогда вперед, за поршнями!
А вот что я действительно утверждаю, та это то, что и изготовленный хрен-его-знает-где поршень будет нормально работать, если его правильно подобрать и поставить. За исключением тех случаев, когда поршень льют из алюминиевых ложек. Но это действительно редкость. Однако некоторый внешний осмотр при покупке не помешает. Первым делом загляните внутрь поршня. Клейма и так далее пропускаем, а смотрим на ровность поверхности и отсутствие облоя. Ровная поверхность внутренней стороны дна и юбки, а также отсутствие острых краев от литья - это хорошо. Если поверхность юбки бугристая, поршень откладываем. Дно может быть неровным, это не критично, а вот раковины не допускаются. Острые края от литейной формы также нежелательны, хотя, в крайнем случае, можно взять и с ними. Наружная поверхность поршня должна быть по возможности менее ребристой. Чем выше класс обработки поршня, тем поверхность ровнее. А где лучше обрабатывают? Понятно, что не в левых конторах. Выводы делайте сами. Ради интереса посмотрите на фотографию поршня для Ю4. Он однозначно не заводской, но вполне пригоден для эксплуатации. Обратите внимание на низкую чистоту обработки поверхности юбки и следы некачественного литья внутри поршня. Все это плохо, но допустимо. Лучше поставить не заводской, но правильно подобранный поршень, нежели заведомо качественный, но не подходящий по размерам.

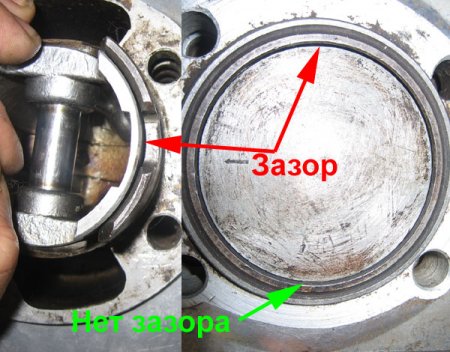
Теперь перейдем к тому, что получается с поршнем в результате его износа. Понятно, что на высоте поршневого пальца износа практически нет. Нет износа и в тех местах, где поршень перекрывает выпускное и перепускные окна. Изнашивается головка поршня. Но сильнее всего изнашивается низ юбки. В итоге поршень получается не конический, а бочкообразный. Из-за изношенной юбки появляется характерный звон поршня "Юпитеров". У "Планет" это сглаживается разрезным поршнем, но лишь до какого-то уровня. Отсюда вывод: выяснение износа поршня, измеряя зазор между головкой поршня и цилиндром - явная глупость. Это лишь косвенно свидетельствует об износе поршня. Правильнее всего измерить сам поршень микрометром. Которого, как мы условились, у нас нет... Отсюда следует два других метода: внешний осмотр и проверка герметичности.

Что есть внешний осмотр - понятно. Поршень ни в коем случае не должен болтаться в цилиндре. Особенно низ юбки - ее диаметр должен быть самым большим. Косвенным свидетельством износа можно считать и звон при работе, при условии исправных шатунных подшипников. Но значительно точнее будет проверка герметичности. Для этого берется цилиндр и поршень. У "Планет" цилиндр берется с головкой, у "Юпитеров" он сверху заклеивается скотчем для создания герметичности. Затем поршень (без колец) вставляется в цилиндр, причем он должен быть ориентирован так же, как и при работе. При герметичном цилиндре наблюдаем, как поршень падает под своим весом в цилиндре. Изношенный поршень опускается максимум за 2-3 секунды, нормальный - намного медленнее. Но: если поршень был взят ошибочно более полный и приработался до нормального размера, то герметичность будет в норме, а низ юбки - изношен. Это отлично видно при внешнем осмотре.
Теперь самое главное. Выяснив, что поршень требует замены и, отбраковав заведомо "левые" поршни, приступим к подбору поршней. Для литых и точеных поршней эта процедура несколько отличается. Причина этого состоит в том, что "ребра" на точеных поршнях потом сгладятся, а на литых их уже нет. Следовательно, точеный поршень должен быть заведомо полнее, с учетом износа при обкатке. Надо крепко запомнить: поршень подбирается под цилиндр. Каждый поршень под каждый цилиндр, индивидуально. Методика определения полноты поршня до банального проста: вставляем поршень в цилиндр и проталкиваем его пальцем насквозь. Если поршень падает под своим весом - он мал. Если он легко проходит - это годится для литого и не годится для точеного поршня. Если поршень идет туго, но вполне проталкивается одним пальцем без значительных усилий - это нужный размер для точеного поршня и большой - для литого. Если поршень клинит в цилиндре или его приходится проталкивать, прилагая значительные усилия - он явно велик. Все кажется простым, но точность подбора достигается лишь практикой.
Как быть, если цилиндр шлифован? Можно взять заведомо полный поршень. Лучше всего поступить следующим образом. Берем нормальный поршень, а после обкатки цилиндра (когда появится зеркало) его меняем вместе с кольцами и вновь обкатываем. Это получится намного проще, нежели довольно нудная обкатка заведомо полного поршня. Особенно это относится к "Юпитерам", которые больше "Планет" склонны к клину поршня.
Остались еще несколько вопросов: подбор пальца, колец и обкатка поршня. Это - в следующий раз."
Источник: http://moto4you.ru |



